
- 2024-12-30 16:19 8023
- 产品价格:面议
- 发货地址:山东菏泽牡丹区 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:92937215公司编号:14577788
- 于秋波 业务经理 微信 18769007684
- 进入店铺 在线留言 QQ咨询 在线询价
供应LNG储罐厂家直销
- 相关产品:
专业定做LNG储罐规格
优质LNG储罐生产
哪里有卖LNG储罐商
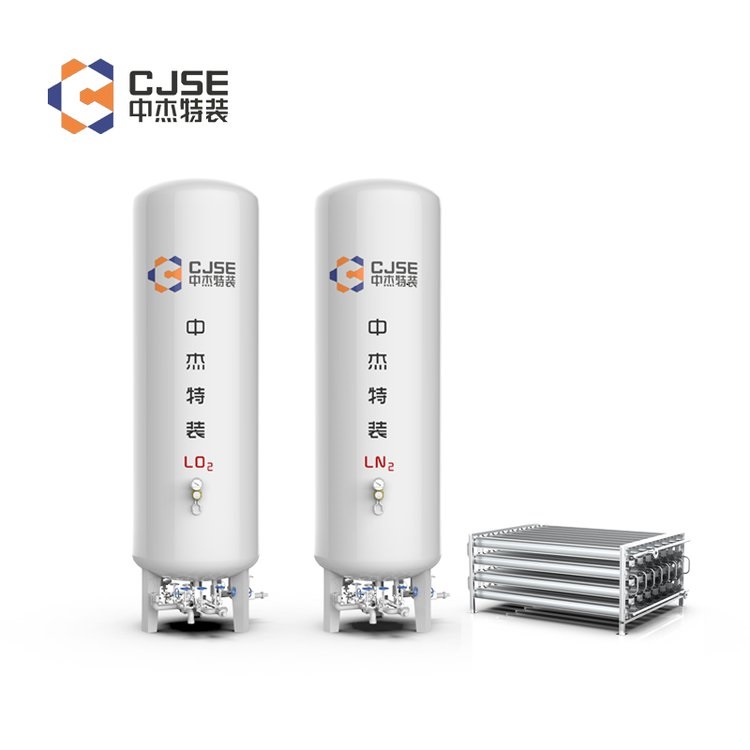
液化天然气储罐|液化天然气储罐销售厂家--菏泽锅炉厂有限公司

LNG液化天然气储罐是储存液化天然气的专业特种设备,二类压力容器,技术监督局现场检验,出具压力容器检验证书,外部除锈喷漆等工艺制造完成。液化气储罐对受压元件材质、外观尺寸和焊缝质量、运行质量、安装质量、内部装置及安全附件有着严格质量鉴定。广泛应用在工业气体和燃气气体等行业,比如机械、化工、冶金等用气量较大的单位,是集中供气的较佳设备。具有使用寿命长、占地面积小、操作方便、可集中控制等特点。LNG储罐中漏出的气体也非常冷,接触到皮肤时,可导致烧伤类似的起疱的低温灼伤。天然气是一种窒息剂。大气中氧含量约为21%,当空气中的氧气含量低于18%时,会引起人的窒息。

LNG液化天然气储罐操作流程:
1. 穿戴防静电服、静电鞋、安全帽等,手机、电脑等易引发静电设备放置在安全区域。
2. 检查储罐的温度计、液位计、压力表、可燃气体报警器和安全阀是否正常。
3. 确认要供气的储罐全部阀门,除储罐根部阀及紧急切断阀外均呈关闭状态。
4. 储罐下部进液阀门及增压液相、气相阀门开启,增压气化器前后阀门均开启。
5. 开启要气化器前低温截止阀,气化器后常温法兰球阀及调压系统所有需开启的阀门。
6. 供气量小于1000Nm3/h至2000Nm3/h时使用1台储罐出液即可满足供气要求;
7. 储罐压力升**于出站压力0.15MPa以上时,缓慢打开出液阀门,开始供气。
8. LNG储罐运行时必须保证液位高限为小于等于90%,低限液位为大于等于15%。
8. 值守人员在供气中必须经常巡视,注意储罐的液位、压力变化情况,做到每天至少3次记录。
9. 定期检查罐体、焊缝、阀门等,若有漏气要及时采取措施以保证LNG液化天然气符合生产要求。
维护与检修
1.常规维护
外壳不得受任何撞击,按规定进行相关操作。外配阀门管件,应保持清洁完整,阀门应能开关灵活,并按规定进行定期校验。正常使用的情况下,每年应对全部阀门管件及仪表进行一次检查和维护,对易损件(如阀门密封垫)及时进行更换。
2.绝热性能维护
对于低温液体储罐的重要要求之一是要有良好的绝热性能,而真空度的好坏又是绝热性能的关键。
储罐真空度一旦被破坏,就无法储存低温液体。因此应特别注意保护储罐的真空度。储罐的外壳防爆装置和抽空阀是直接连通真空夹层的。在夹层真空度没有破坏时,或不需要补充珠光砂重抽真空时,不得拆弄该装置。抽空阀在出厂时已做铅封,不准任意搬动,否则将破坏储罐真空度。
储罐的外壳属于外压容器,承受着大气压力,严禁敲打和磕撞,以防外壳受到损伤,影响真空度。
3.检 查
(1)正常检查
1)阀门是否处于正确的启闭位置。
2)压力表,差压(液位)计的测量是否准确可靠。
3)管道,阀门有无泄漏,堵塞现象。
4)当容器压力达到安全阀的整定压力,而安全阀不动作,应立即校准安全阀整定压力,以保证储罐的安全。
5)增压器连接法兰螺栓是否松动,管道有无变形。
(2)定期检修
1)压力表每年检定一次。
2)安全阀每年检定一次。
3)每年测量一次真空度。
4)热偶真空计(用户自购,非供货范围)在每次测量前均应按其说明书要求校准后操作。
5)每年检测一次储罐接地电阻、小于10Ω为合格,若大于10Ω,应及时检查其连接状态。
(3)真空度检查及再抽真空
储罐的真空度一年测量一次。测量时,只要将金属热偶规管颈的护盖拧下,插上热偶真空计的插头,即可测知夹层真空度。
储罐使用几年后,真空度可能降低至65Pa,需要重抽真空,提高绝热性能,重抽真空以前应先将槽内液体排尽,并用80-100℃的干燥无油空气或氮气加温吹除直至恢复常温,接好抽真空管道,首先开泵抽出管中湿空气,然后打开真空阀抽真空。
为了缩短抽真空时间,可用小于100℃的干燥无油空气对内容器加温。夹层封口真空度应≤3Pa。若有必要,用户可与制造厂联系抽真空事宜,双方商定重抽真空的具体工艺。
4.故障处理
(1)安全阀故障处理
1)安全阀泄漏
设备在运行工作压力下,阀瓣与阀座密封面发生**过允许程度的渗漏,其原因可能是:
①有杂物在密封面上。
安装前未完全使用压缩空气进行清扫的情况,或者流体中混有固体杂质进入试运转的情况,或者使其进行必要的动作情况,都会使得杂物进入阀座与阀座密封面之间被夹住。此时如果是很简单就可以取下杂物的话,通过手动操作取下。但如取下后仍有泄漏可以考虑以下原因:可能是阀座与阀座密封面损伤;另外可能是杂物嵌入阀座和阀座密封面中。如果出现这种情况在用户处理比较困难的情况下,要返送给制造厂修理。
②管道内部作用力
a)人为因素
在将安全阀安装在管道上的过程中,强行将其回转时,其阀座有可能被回转,此时安全阀调整环的位置有可能发生变化或者密封面被强行磨损。动作性能变低的情况可能发生。如出现这种情况按状况不同既可以在用户现场处理也可以返厂处理,但是充分把握状况迅速作出判断是必要的。
b)内部作用力因素
管道内的焊接残留作用力对安全阀产生的不利影响。此时发生的问题与上述情况几乎完全一致。所以,在安装管道时要充分考虑管道内作用力的吸收作用。此点是非常重要的。
c)安全阀的整定压力与设备正常工作压力太接近,以致密封面上的密封比压力过低,当安全阀受震动或介质压力波动时更容易发生泄漏。在满足强度的条件下,设计时应适当提高安全阀的整定压力。
③弹簧松弛使整定压力降低,引起安全阀泄漏。
造成弹簧松弛的主要原因可能为校验安全阀完毕后,安全阀的调整螺杆未锁紧,在设备运行中松动,弹簧松弛,预紧力下降,造成安全阀提前开启。应重新校验安全阀。
2)安全阀启闭不灵活
其原因可能是:
①安全阀的调节圈调整不当,造成安全阀开启过程延长或回座迟缓,应重新进行调整。通过调整下调节圈,提高回座压力。
②安全阀的排放管阻力过大,排放时有较大的背压,使安全阀开启高度不足。要把安全阀的排气管改为直通,去除中间的转弯处,安全阀的工作就正常了。
3)安全阀频跳或震颤
其原因可能是:
①安全阀的排放量过大。应当使所选用安全阀的额定排量尽可能接近设备的必须排放量。
②进口管道口径太小或阻力太大。
③排放管道阻力过大,造成排放时背压过大。应降低排放管道阻力。
④调节圈调整不当,使回座压力过高。应重新调整调节圈位置。
4)更换安全阀时三通阀A-5的操作
①正常工作时为两个安全阀同时工作,即两侧通道同时打开,手柄位置按图一。
②更换安全阀时,把手柄旋转90o(按图二,三), 将更换的一侧通道关闭,并使通道内残留介质排空,然后更换安全阀。



哪里有卖LNG储罐供应商-优质LNG储罐生产-专业定做LNG储罐规格-供应LNG储罐加工厂










{kind=link}